HOW THE BROKEN TOOL DETECTOR WORKS
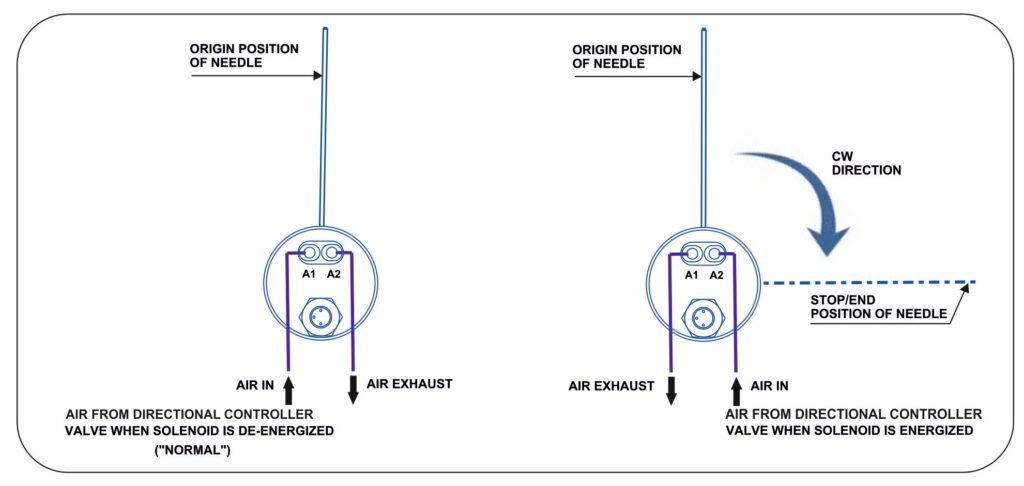
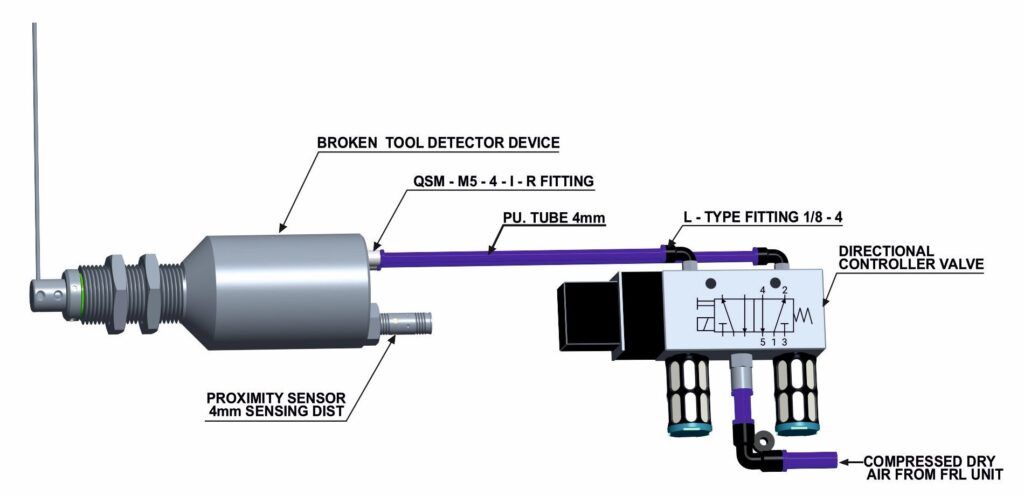
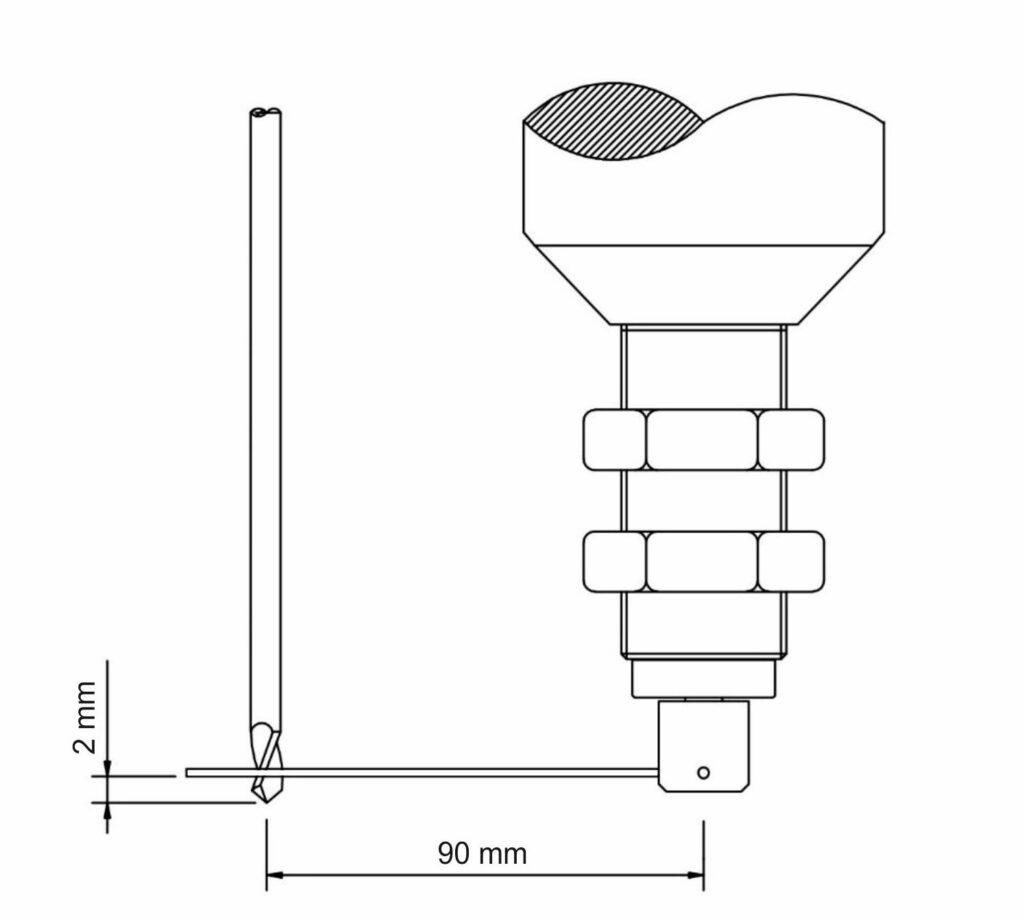
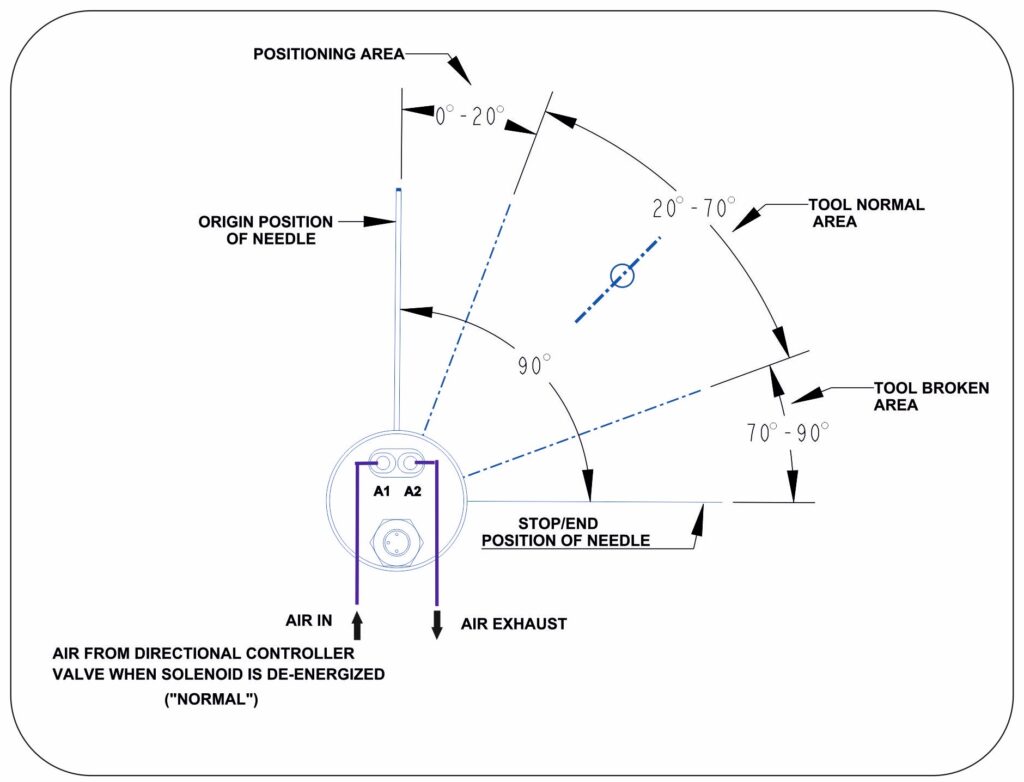
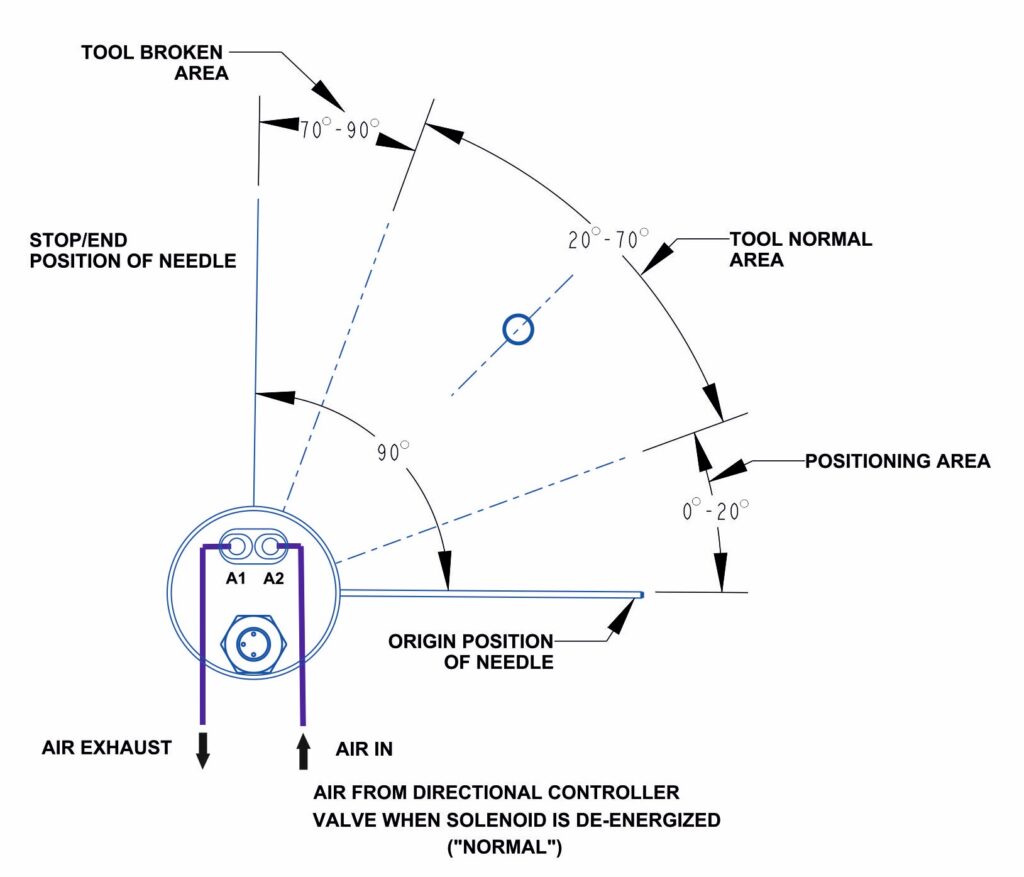
INSPECTOOL Broken Tool Detector detects the normal tool or broken tool just by conforming to the rotating angle of a needle. The INSPECTOOL Broken Tool Detector is actuated by compressed air energy that causes rotary motion of the needle in 90 degrees if a tool is broken and results in generation of an input signal to stop a machining operation. It can be easily installed on any CNC, SPM and Drilling machines and even used for detecting parts and checking the removal of parts.